COVID-19疫情的持续蔓延,正在对全球的制造企业产生深远的影响。而中国在应对疫情扩散方面表现出的高度执行力,得到了国际社会的广泛认可。随着后疫情时代的到来,众多世界500强外企重新计划在中国设立生产基地,以确保供应链不受疫情影响高效稳定地运转。
随着企业跨国兼并、收购的情况越来越多,许多大型企业已着手将研发中心和生产基地进行分离,由原来单工厂一体化完成产品设计制造全过程,向多点分散协同供应生产转型。该企业的爆款产品,可以在A地进行设计研发,然后投放在B、C、D等多个生产工厂进行试制和量产,甚至对于其中的某个关键零部件分开进行生产,并根据生产地供应商能力、原材料成本、劳动力来匹配相应的原材料加工和装配。如何通过“all in ONE”的IT系统来实现日益多样化的产品生产需求,实现跨区域的研发与制造协同,这就对管理理念和系统都提出了更高的要求。
Bill of Material(以下简称BOM)作为物料清单,是用来表述产品的零部件组成和相关结构信息。如何分离并管控产品设计物料BOM(简称EBOM)和产品制造物料BOM(简称MBOM),一向都是产品数据管理的重要课题。相对于EBOM,MBOM更关注产品制造环节相关的工艺路线、工序计划、零部件采制属性、原材料及辅料清单等。在单工厂生产模式下,由于研发和制造人员在同地办公,协调沟通相对方便,MBOM结构通常直接从EBOM复制,再辅以辅料清单和工艺指导书,能够有效的执行产品生产过程。但这种模式在异地(多工厂)生产的物料准备时,会受到以下因素的制约:
1)各工厂的零部件制造能力差异,较差的工厂会选择将无法自制的部分委托外部供应商生产;
2)各工厂的原材料供应商供货能力有明显差异,无法遵循统一的工艺路线;
3)各工厂制造人员的能力差异,无法遵循统一的精益标准来使用MBOM中的辅料计划。
为了解决这些难题,企业需要转变传统的理念,由生产工厂自行管理MBOM,即允许各个工厂的MBOM可以不同,由本地制造的工程师进行维护。而解决问题的关键就在于IT技术层面如何处理一个EBOM对应多个不同的MBOM,并将MBOM作为连接上游PLM和下游ERP的桥梁。
当今业界主流PLM系统,例如PTC公司的 Windchill和Siemens公司的Teamcenter,已经引入了制造视图(Manufacture view)的概念,即经过简单的系统配置后,可以直接将已完成的EBOM复制出一个或多个视图以供MBOM编辑使用,这个视图包含了EBOM的所有物料清单和结构。具体流程是:EBOM在PLM中经过设计—校对—审核后,由系统复制EBOM复制到(不同)工厂的制造视图,并启动相应的子流程通知(不同)工厂的工艺和制造工程师对MBOM进行修订补充,直至完成后将MBOM释放到下游的ERP系统供生产线使用。
其中的关键技术点在于:
●在设计—校对—审核阶段,EBOM是唯一的,在PLM中走完相应的研发审批流程,不受具体工厂的影响;
●工艺准备阶段:制造视图可以根据工厂数量生成多个,每个制造视图对应唯一的工厂,独立转化成MBOM,以免相互之间产生紊乱;
●制造准备阶段:工艺工程师、试制工程师、制造工程师可以对MBOM做不同的补充修订,例如可基于不同工厂的实际情况加入毛坯、辅料、工具件;
●MBOM的修改不会反向影响EBOM。 但每次EBOM升版修订必定会重新启动MBOM的修改流程,并将EBOM所做的变更通知到制造工程师,由制造部门来决定并实施相应的修改;
●ERP中需要定义不同生产基地来接收MBOM。以SAP为例,可以定义多个工厂代码来和PLM中的MBOM视图代号一一对应。
以下两个图可以作为一个例子说明不同工厂的MBOM应用:图2为在PLM中已经配置的一个设计(design)视图和多个制造视图(BRS/CKG/DAL/SSW);图3为P1这个产品基于不同视图产生的单个EBOM和三个MBOM。P6为毛坯件并不含在EBOM中,而在三个MBOM(DAL/CKG/BRS)里,DAL工厂完全遵循了EBOM进行生产,由于缺乏毛坯件P6的加工能力,因此直接采购上级分总成P5;CKG工厂也是直接采购P5,并且调整工艺路线直接将P2、P4和P5直接一步完成组装;BRS工厂能够自主加工P6,加工完后形成自制件分总成P5,因此工艺工程师在编辑BRS MBOM结构时加入了P6。不同的三个工厂制造BOM,能够明确的反应出各自制造工艺和能力上的差别。
综上所述,通过在PLM+ERP系统中建立多工厂独立的MBOM,并定义合适的释放流程可以有效地应对各工厂因制造能力差异而引起的物料准备问题。对于跨工厂相互之间的协同,MBOM还可以在采制属性、替换件设置等多个方面有其他的妙用。
随着企业跨国兼并、收购的情况越来越多,许多大型企业已着手将研发中心和生产基地进行分离,由原来单工厂一体化完成产品设计制造全过程,向多点分散协同供应生产转型。该企业的爆款产品,可以在A地进行设计研发,然后投放在B、C、D等多个生产工厂进行试制和量产,甚至对于其中的某个关键零部件分开进行生产,并根据生产地供应商能力、原材料成本、劳动力来匹配相应的原材料加工和装配。如何通过“all in ONE”的IT系统来实现日益多样化的产品生产需求,实现跨区域的研发与制造协同,这就对管理理念和系统都提出了更高的要求。
Bill of Material(以下简称BOM)作为物料清单,是用来表述产品的零部件组成和相关结构信息。如何分离并管控产品设计物料BOM(简称EBOM)和产品制造物料BOM(简称MBOM),一向都是产品数据管理的重要课题。相对于EBOM,MBOM更关注产品制造环节相关的工艺路线、工序计划、零部件采制属性、原材料及辅料清单等。在单工厂生产模式下,由于研发和制造人员在同地办公,协调沟通相对方便,MBOM结构通常直接从EBOM复制,再辅以辅料清单和工艺指导书,能够有效的执行产品生产过程。但这种模式在异地(多工厂)生产的物料准备时,会受到以下因素的制约:
1)各工厂的零部件制造能力差异,较差的工厂会选择将无法自制的部分委托外部供应商生产;
2)各工厂的原材料供应商供货能力有明显差异,无法遵循统一的工艺路线;
3)各工厂制造人员的能力差异,无法遵循统一的精益标准来使用MBOM中的辅料计划。
为了解决这些难题,企业需要转变传统的理念,由生产工厂自行管理MBOM,即允许各个工厂的MBOM可以不同,由本地制造的工程师进行维护。而解决问题的关键就在于IT技术层面如何处理一个EBOM对应多个不同的MBOM,并将MBOM作为连接上游PLM和下游ERP的桥梁。
当今业界主流PLM系统,例如PTC公司的 Windchill和Siemens公司的Teamcenter,已经引入了制造视图(Manufacture view)的概念,即经过简单的系统配置后,可以直接将已完成的EBOM复制出一个或多个视图以供MBOM编辑使用,这个视图包含了EBOM的所有物料清单和结构。具体流程是:EBOM在PLM中经过设计—校对—审核后,由系统复制EBOM复制到(不同)工厂的制造视图,并启动相应的子流程通知(不同)工厂的工艺和制造工程师对MBOM进行修订补充,直至完成后将MBOM释放到下游的ERP系统供生产线使用。
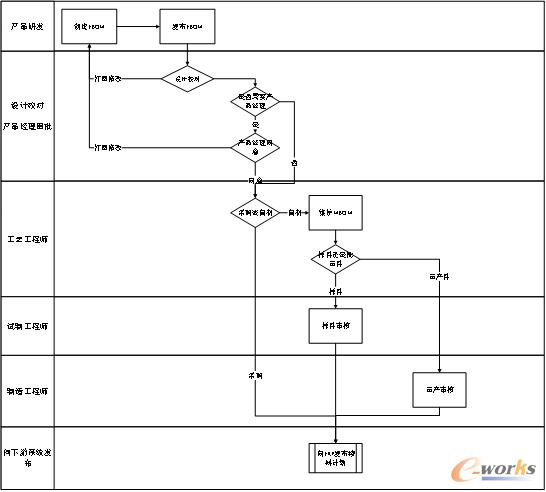
图1 基于制造视图的MBOM释放流程
其中的关键技术点在于:
●在设计—校对—审核阶段,EBOM是唯一的,在PLM中走完相应的研发审批流程,不受具体工厂的影响;
●工艺准备阶段:制造视图可以根据工厂数量生成多个,每个制造视图对应唯一的工厂,独立转化成MBOM,以免相互之间产生紊乱;
●制造准备阶段:工艺工程师、试制工程师、制造工程师可以对MBOM做不同的补充修订,例如可基于不同工厂的实际情况加入毛坯、辅料、工具件;
●MBOM的修改不会反向影响EBOM。 但每次EBOM升版修订必定会重新启动MBOM的修改流程,并将EBOM所做的变更通知到制造工程师,由制造部门来决定并实施相应的修改;
●ERP中需要定义不同生产基地来接收MBOM。以SAP为例,可以定义多个工厂代码来和PLM中的MBOM视图代号一一对应。
以下两个图可以作为一个例子说明不同工厂的MBOM应用:图2为在PLM中已经配置的一个设计(design)视图和多个制造视图(BRS/CKG/DAL/SSW);图3为P1这个产品基于不同视图产生的单个EBOM和三个MBOM。P6为毛坯件并不含在EBOM中,而在三个MBOM(DAL/CKG/BRS)里,DAL工厂完全遵循了EBOM进行生产,由于缺乏毛坯件P6的加工能力,因此直接采购上级分总成P5;CKG工厂也是直接采购P5,并且调整工艺路线直接将P2、P4和P5直接一步完成组装;BRS工厂能够自主加工P6,加工完后形成自制件分总成P5,因此工艺工程师在编辑BRS MBOM结构时加入了P6。不同的三个工厂制造BOM,能够明确的反应出各自制造工艺和能力上的差别。
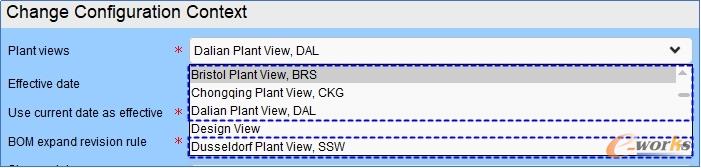
图2 PLM中多个工厂制造视图配置
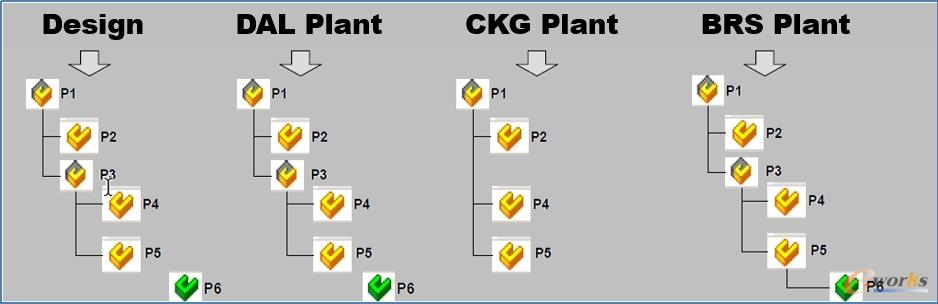
图3 基于制造视图的MBOM释放流程
综上所述,通过在PLM+ERP系统中建立多工厂独立的MBOM,并定义合适的释放流程可以有效地应对各工厂因制造能力差异而引起的物料准备问题。对于跨工厂相互之间的协同,MBOM还可以在采制属性、替换件设置等多个方面有其他的妙用。
文章来源: e-works
- 还没有人评论,欢迎说说您的想法!
